Kimpalan merupakan kaedah sambungan yang penting yang sering digunakan di dalam bidang kejuruteraan hari
ini terutamanya pada struktur-struktur bangunan, pelantar minyak, pembinaan kapal , industri automotif dan sebagainya. Dalam bab ini kita akan mempelajari sebahagian kecil daripada teknologi kimpalan iaitu:
• Kaedah pemeriksaan kualiti kimpalan
• Badan piawai
• Analisis daya dan tegasan pada logam kimpal
• Penentuan saiz kimpalan
JENIS-JENIS KIMPALAN
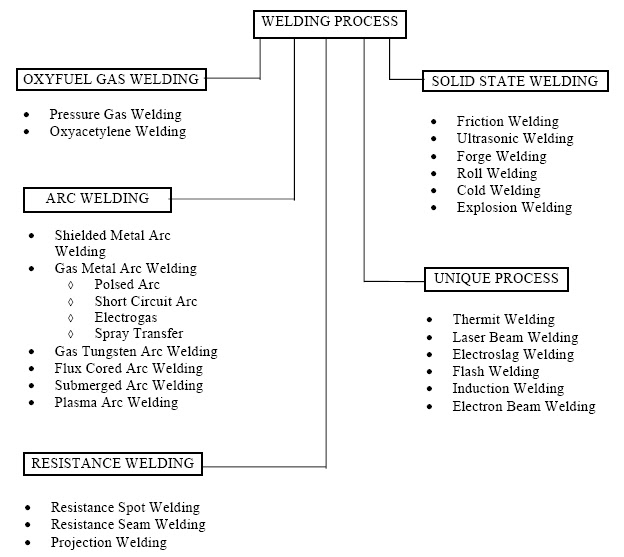
Gambarajah di bawah menunjukkan beberapa jenis kimpalan yang biasa kita temui.
 |


KAEDAH PEMERIKSAAN KUALITI KIMPALAN
Adalah amat penting memeriksa kualiti kimpalan untuk mengelakkan kegagalan sambungan. Kegagalan biasanya disebabkan ujudnya keliangan (porosity), bendasing (foreign particles), keretakan (cracks). Langkah-langkah keselamatan juga perlu di ambil untuk mengelakkan kegagalan, umpamanya permukaan yang telah dikimpal hendaklah diratakan atau di canai untuk mengelakkan keretakan terhasil daripada permukaan kasar atau tidak rata. Beberapa kaedah yang biasa digunakan untuk memastikan kualiti kimpalan yang tinggi diterangkan di bawah.
Pemeriksaan Permukaan
Pemeriksaan permukaan adalah untuk memeriksa keujudan keretakan dan kecacatan permukaan kimpalan.
Terdapat dua kaedah yang digunakan iaitu menggunakan :
- Pewarna (dye penetrant method) yang ditaburkan di atas permukaan kimpalan. Menerusi cara ini, keretakan akan dapat dilihat dengan matakasar
- Serbuk magnet (magnetic particle method). Melalui cara ini benda kerja dikenakan medan magnet dan serbuk logam atau besi ditaburkan. Pada tempat yang retak atau ujudnya keliangan, aliran serbuk magnet akan kelihatan cacat atau terputus.
Pemeriksaan di bawah permukaan
Pemeriksaan dibawah permukaan adalah untuk mengesan keujudan keliangan, jermang (slag inclusion) bendasing dan juga keretakan.
Radiografi
Kaedah ini menggunakan punca sinaran yang dipancar kepada filem menerusi benda kerja. Sebarang keretakan atau kecacatan pada kimpalan akan kelihatan pada filem. Satu kelemahan pada teknik ini adalah apabila keretakan atau keliangan menegak dan selari dengan arah pancaran. Imej yang ditunjukkan oleh filem hanyalah keratan rentas atau garispusat lubang sedangkan panjang sebenar kecacatan tidak dapat ditunjukkan. Satu kaedah lain yang lebih baik adalah menggunakan ultrasonik.

Ultrasonik
Kaedah ini menggunakan gelombang bunyi yang dipancarkan melalui benda kerja. Gelombang yang dibalikkan dikesan dalam bentuk plot isyarat gelombang. Kaedah ini adalah pantas dan peralatan yang digunakan mudahalih.
 | ||
satu penghantar dan satu penerima (balikan)
PIAWAIAN
Dalam amalan sebenar kejuruteraan, kita perlu menyemak garispanduan mengenai kimpalan yang telah
disediakan oleh badan-badan piawai berikut:
• American Welding Society (AWS)
• American Institute of Steel Construction (AISC)
• American Society for Testing Materials (ASTM)
• American Society of Mechanical Engineers (ASME)
• American Petroleum Institute (API)
• British Standards (BS) - BS : 4360, 639, 1719, 1856, 2642, 499, etc.
Contoh maklumat yang boleh diperolehi daripada piawai adalah ditunjukkan dalam rajah di bawah:
 |
| Contoh maklumat yang boleh diperolehi daripada piawai |
No comments:
Post a Comment